
Барлык төрләр арасындароликларequipmentиһазлар, ролик конвейерлар бик киң кулланмаларга һәм игътибарсыз калдырылмый торган нык позициягә ия. Ролик конвейерлар курьер, почта хезмәте, электрон сәүдә, аэропортлар, азык-төлек, эчемлек, мода, автомобиль, портлар, күмер, төзелеш материаллары һәм башка төрле җитештерү тармакларында кулланыла.
Ролик конвейерлар өчен яраклы товарлар яссы, каты контакт асты булырга тиеш, мәсәлән, каты картон тартмалар, яссы төстәге пластик тартмалар, металл (корыч) савытлар, агач паллетлар һ.б. Шунысын да әйтергә кирәк: товар белән ролик арасындагы контакт өслеге бик кечкенә булса (нокта контакт яки линия контакт), хәтта товар җибәрелсә дә, ролик җиңел бозылачак (өлешчә тузу, конус җиңе һ.б.) һәм җиһазның хезмәт итү вакыты тәэсир итәчәк, мәсәлән, металл контакт өслеге булган металл савытлар.

Ролик төрен сайлау
Кул белән этәргәндә яки ирекле сикерүдә кулланганда, көчсез роликны сайлагыз; AC двигатель кулланганда, электр конвейеры роликларын сайлагыз, электр конвейеры роликларын бер розетка роликларына, икеле двигательле роликларга, синхрон билбау роликларына, күп вертикаль билбау роликларына, O каеш роликларына һ.б. Электр ролик саклагычын кулланганда электр роликын һәм электр роликын яки көчсез роликны сайлагыз Товарлар конвейер линиясендә туплануны туктатырга тиеш булганда, җиң туплауның фактик туплану ихтыяҗларына карап (сүрелү көйләнми) һәм көйләнә торган туплагычны сайлап алырга мөмкин; товар конус роликын сайлау өчен борылыш чараларына ирешергә тиеш булганда, төрле җитештерүчеләр стандарт конус роликлары гадәттә 3,6 ° яки 2,4 °, еш кына 3,6 °.

Ролик материал сайлау:
Төрле куллану мохите төрле ролик материалларын сайларга тиеш: түбән температуралы мохиттә пластик өлешләр ватык, озак куллану өчен яраксыз, шуңа күрә түбән температуралы мохит корыч ролик сайларга тиеш; Ролик кулланылганда аз күләмдә тузан чыгарачак, шуңа күрә аны тузансыз мохиттә кулланып булмый; Полиуретан тышкы төсләрне үзләштерү җиңел, шуңа күрә аны картоннарны һәм товарларны басу төсләре белән йөртү өчен кулланып булмый; Дат басмас корыч барабан коррозив мохиттә сайланырга тиеш; Тапшыру объекты роликта зуррак кием китереп чыгарганда, тотрыксыз корыч яки каты хром белән капланган ролик мөмкин кадәр сайланырга тиеш, чөнки гальванизацияләнгән роликның киемгә каршы торуы начар һәм киемнән соң начар күренү. Тизлек, менү һәм башка сәбәпләр аркасында резин барабан кулланыла, каучук барабан җирдәге товарларны саклый, тапшыру тавышын киметә һ.б.
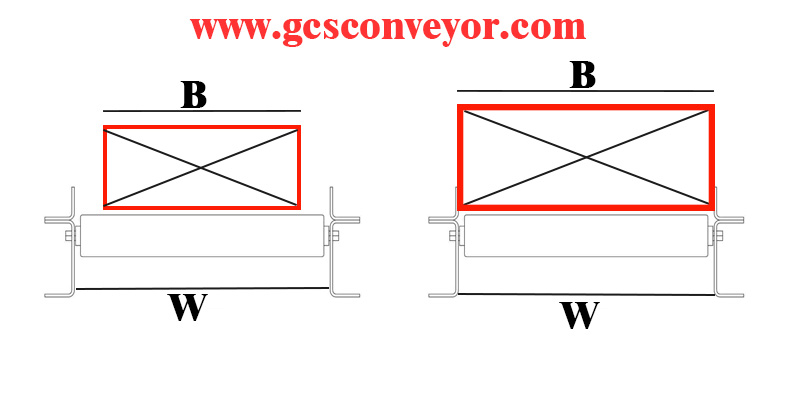
Ролик киңлеген сайлау:
Туры сызыкны китерү өчен, гадәти шартларда, барабанның озынлыгы В товар киңлегеннән 50 ~ 150 мм киңрәк, урнашу кирәк булганда, ул 10 ~ 20 мм кебек кечкенә итеп сайланырга мөмкин. Түбәндә бик каты товарлар өчен, товарның киңлеге гадәти транспортка һәм куркынычсызлыкка тәэсир итмичә, ролл өслегенең озынлыгыннан бераз зуррак булырга мөмкин, гадәттә W≥0.8B.
Борылыш бүлеге өчен ул товарның киңлеге генә түгелBбу ролик озынлыгына тәэсир итәW. Товарның озынлыгы Lһәм борылыш радиусы Rаңа йогынты ясыйлар. Моны түбәндәге схемадагы формуладан яки турыпочмаклы конвейерны борып исәпләргә мөмкинL * B.Түбән схемада күрсәтелгәнчә, үзәк нокта тирәсендә, конвейерның конвейер сызыгының эчке һәм тышкы юл читләрен сөртмәвен һәм билгеле бер маржа булуын тәэмин итү. Соңгы көйләү төрле җитештерүчеләрнең ролик стандартлары буенча ясала.
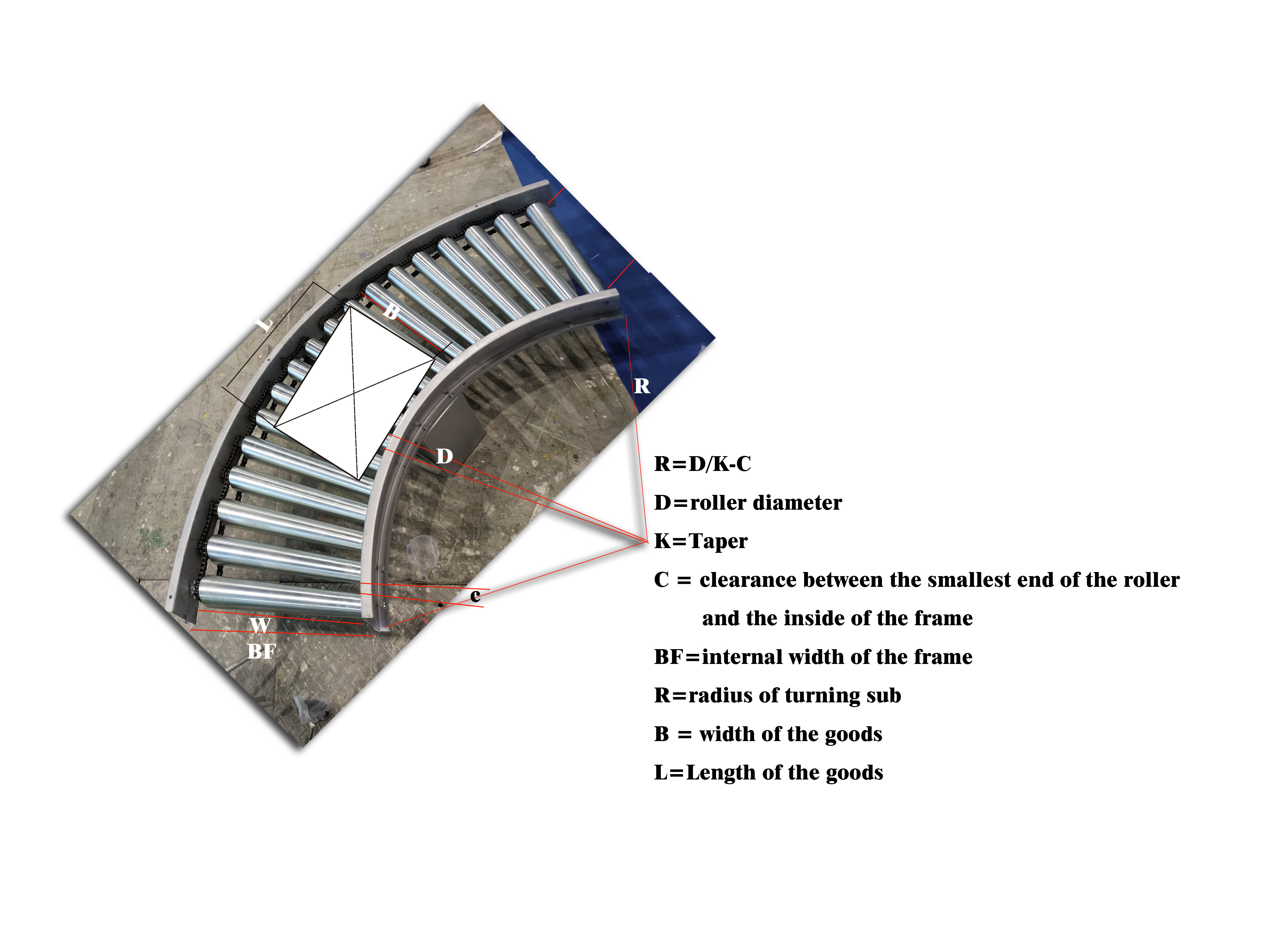
Туры өлештә дә, сызык тәненең борылыш бүлегендә дә бер үк киңлектә, борылыш бүлеге таләп иткән роликның озынлыгы туры бүлектән зуррак булачак, гадәттә борылыш бүлеген алыгыз, роликны җибәрү линиясенең бердәм озынлыгы, мәсәлән, берләштерү уңайсыз, күчүне туры бүлекне куя ала.
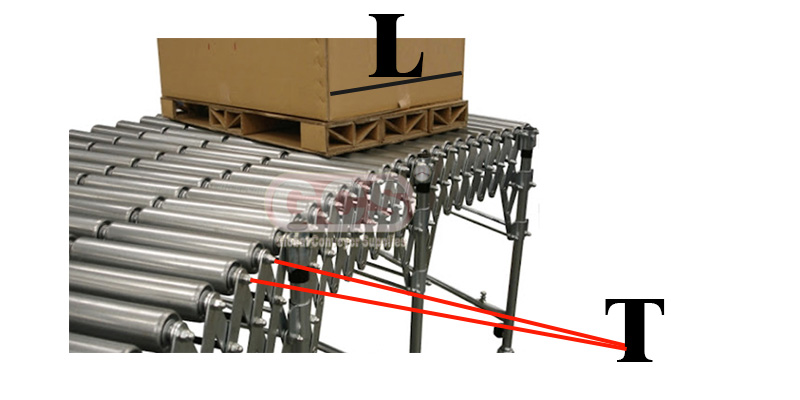
Ролик араларын сайлау.
Товарның шома транспортын тәэмин итү өчен, ким дигәндә 3 яки аннан да күбрәк роликлар теләсә нинди мизгелдә товарларга булышырга тиеш, ягъни ролик үзәк арасы T ≤ 1/3 L, гадәттә практик тәҗрибәдә (1/4 - 1/5) L итеп кабул ителә. сыгылучан һәм нечкә товарлар өчен товарның дефлекциясен дә исәпкә алырга кирәк: товарның ролик аралыгында бозылуы ролик арасының 1/500-дән ким булырга тиеш, югыйсә, ул каршылыкны сизелерлек арттырачак. Моны шулай ук расларга кирәк, һәр ролик максималь статик йөктән күбрәк йөртә алмый (бу йөк шоксыз тигез бүленгән йөк, концентрацияләнгән йөк булса, куркынычсызлык факторын да арттырырга кирәк).
Aboveгарыдагы төп таләпләрне канәгатьләндерү белән беррәттән, ролик мәйданы башка махсус таләпләргә дә туры килергә тиеш.
.
| Модель | Питч (мм) | Тәкъдим ителгән үзәк арасы (мм) | Толерантлык (мм) | ||||
| 08Б11Т | 12.7 | 69.8 | 82.5 | 95.2 | 107.9 | 120.6 | 0 / -0.4 |
| 08Б14Т | 12.7 | 88.9 | 101.6 | 114.3 | 127 | 139.7 | 0 / -0.4 |
| 10А13Т | 15.875 | 119 | 134.9 | 150.8 | 166.6 | 182.5 | 0 / -0.4 |
| 10Б15Т | 15.875 | 134.9 | 150.8 | 166.6 | 182.5 | -198.4 | 0 / -0.7 |
2 syn Синхрон билбау аранжировкасының үзәк дистанциясе чагыштырмача катгый чиккә ия, гомуми аралар һәм синхрон билбау тибы түбәндәгечә (тәкъдим ителгән толерантлык: + 0,5 / 0 мм)
| Вакыт каешының киңлеге: 10 мм | ||
| Ролик тишеге (мм) | Вакыт каешы моделе | Вакыт каешы тешләре |
| 60 | 10-Т5-250 | 50 |
| 75 | 10-Т5-280 | 56 |
| 85 | 10-Т5-300 | 60 |
| 100 | 10-Т5-330 | 66 |
| 105 | 10-Т5-340 | 68 |
| 135 | 10-T5-400 | 80 |
| 145 | 10-T5-420 | 84 |
| 160 | 10-T5-450 | 90 |
3) Күп V-билбау дискындагы роликларның тишеге түбәндәге таблицадан сайланырга тиеш.
| Ролик тишеге (мм) | Поли-ви каеш төрләре | |
| 2 Гровес | 3 трюк | |
| 60-63 | 2PJ256 | 3PJ256 |
| 73-75 | 2PJ286 | 3PJ286 |
| 76-78 | 2PJ290 | 3PJ290 |
| 87-91 | 2PJ314 | 3PJ314 |
| 97-101 | 2PJ336 | 3PJ336 |
| 103-107 | 2PJ346 | 3PJ346 |
| 119-121 | 2PJ376 | 3PJ376 |
| 129-134 | 2PJ416 | 3PJ416 |
| 142-147 | 2PJ435 | 3PJ435 |
| 157-161 | 2PJ456 | 3PJ456 |
4) O каешын йөрткәндә, төрле O билбау җитештерүчеләре тәкъдимнәре буенча төрле йөкләү сайланырга тиеш, гадәттә 5% ~ 8% (ягъни теоретик аскы диаметр боҗрасы озынлыгыннан 5% ~ 8%)
5) Борылыш барабаны кулланганда, икеле чылбырлы диск өчен кертелгән барабан аралыгы 5 ° тан кимрәк яки тигез булырга тиеш, һәм күп кыллы каешның үзәк арасы 73,7 мм сайларга киңәш ителә.
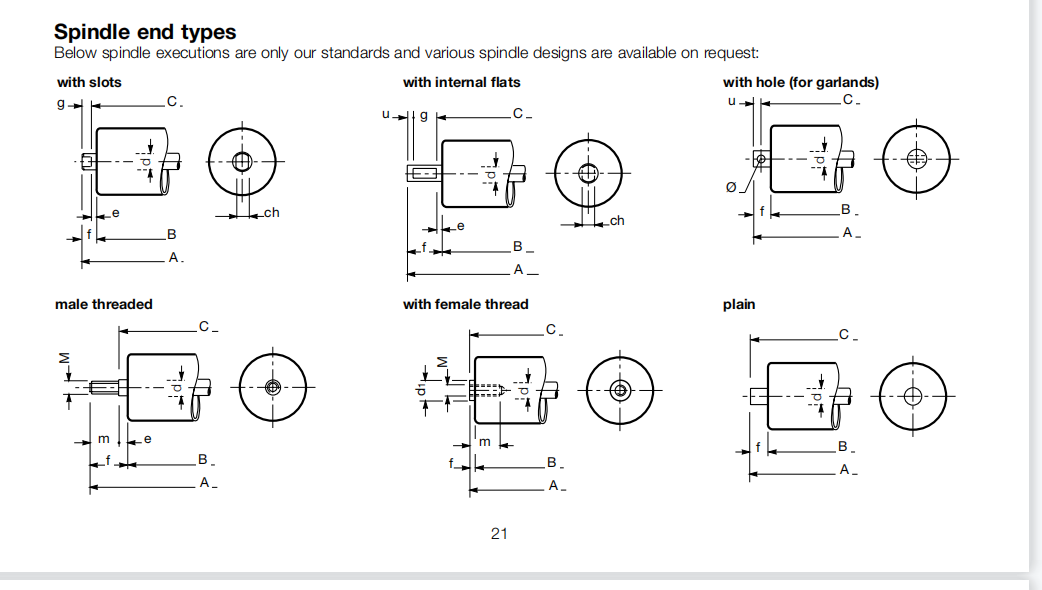
Урнаштыру режимын сайлау:
Ролик өчен төрле урнаштыру ысуллары бар, мәсәлән, язгы басу тибы, эчке җеп, тышкы җеп, яссы тенон, ярымтүгәрәк яссылык (D тибы), кадак тишеге һ.б. Алар арасында эчке җеп иң еш кулланыла, аннары яз басу, һәм башка ысуллар гадәттә кулланылмый торган очракларда кулланыла.
Гадәттә кулланыла торган монтаж ысулларын чагыштыру.
1) Язгы басу төре.
а. Энергиясез роликларда иң еш кулланыла торган монтаж ысулы, урнаштыру һәм сүтү бик җиңел һәм тиз.
б. Рамның эчке киңлеге белән ролик арасында билгеле урнаштыру марҗасы кирәк, ул диаметр, аппертура һәм биеклеккә карап үзгәрәчәк, гадәттә бер ягында 0,5-1 мм га кадәр бушлык калдыра.
в. Рамны тотрыклыландыру һәм ныгыту өчен рамнар арасында өстәмә бәйләнешләр кирәк.
г. Ролик роликны язгы басу тибы кебек иркен тоташу белән куярга киңәш ителми.
2) Эчке җеп.
а. Бу спрокет роликлары кебек көчле конвейерларда иң еш кулланыла торган монтаж ысулы, монда роликлар һәм рамка ике очтагы болтлар ярдәмендә бер берәмлек итеп тоташтырылган.
б. Роликны урнаштыру һәм сүтү чагыштырмача вакыт таләп итә.
в. Рамдагы тишек монтажланганнан соң роликның биеклек аермасын киметү өчен артык зур булырга тиеш түгел (бушлык гадәттә 0,5 мм, мәсәлән, M8 өчен, рамдагы тишек Φ8.5 мм булырга тиеш).
г. Рам алюминий профиленнән эшләнгәндә, валның алюминий профиленә бикләнгәннән соң үтеп кермәсен өчен "зур вал диаметры һәм кечкенә җеп" конфигурациясен сайларга киңәш ителә.
3) Фатир теноннары.
а. Мина ролик комплектларыннан алынган, монда түгәрәк валның төп ягы ике якка тигезләнгән һәм тиешле рамкага кертелгән, монтажлау һәм бетерү бик җиңел.
б. Wardгары юнәлешле тыюның булмавы, шуңа күрә күбесенчә каеш машинасы роликлары буларак кулланыла, челтәр һәм күп камералы каешлар кебек электр үткәрү өчен яраксыз.
Йөк һәм йөк ташу турында.
Йөк: Бу роликта эшләп була торган максималь йөк. Йөк бер ролик белән йөртелгән йөккә генә түгел, роликның урнаштыру формасына, саклагыч аранжировкасына һәм саклагыч компонентларының йөртү сәләтенә тәэсир итә. Электр тапшыруында йөк хәлиткеч роль уйный.
Йөк күтәрү: Бу ролик күтәрә алган максималь йөк. Йөк ташуга йогынты ясаучы төп факторлар: цилиндр, вал һәм подшипниклар, һәм аларның иң зәгыйфьләре белән билгеләнәләр. Гомумән, стенаның калынлыгын арттыру цилиндрның тәэсиргә каршы торуын арттыра һәм йөк күтәрү көченә зур йогынты ясамый.



GCS теләсә нинди вакытта хәбәр итмичә үлчәмнәрне һәм критик мәгълүматларны үзгәртү хокукын саклый. Клиентлар дизайн детальләрен тәмамлаганчы GCS-тан сертификатлы рәсемнәр алуларын тәэмин итәргә тиеш.
Пост вакыты: Июль-05-2022