
Jukumu laconveyor wavivu rollersni kusaidia ukanda wa conveyor na uzito wa nyenzo.Uendeshaji wa rollers lazima iwe rahisi na ya kuaminika.Kupunguza msuguano kati ya ukanda wa conveyor na rollers ina jukumu muhimu katika maisha ya ukanda wa conveyor, ambayo inachukua zaidi ya 25% ya gharama ya jumla ya conveyor.Ingawa rollers ni sehemu ndogo ya conveyor ya ukanda na muundo sio ngumu, si rahisi kufanya rollers za ubora wa juu.
Vigezo vifuatavyo vinatumiwa kuhukumu wema wa rollers: kiasi cha kukimbia kwa radial ya rollers;kubadilika kwa rollers;na kiasi cha axial kukimbia nje.
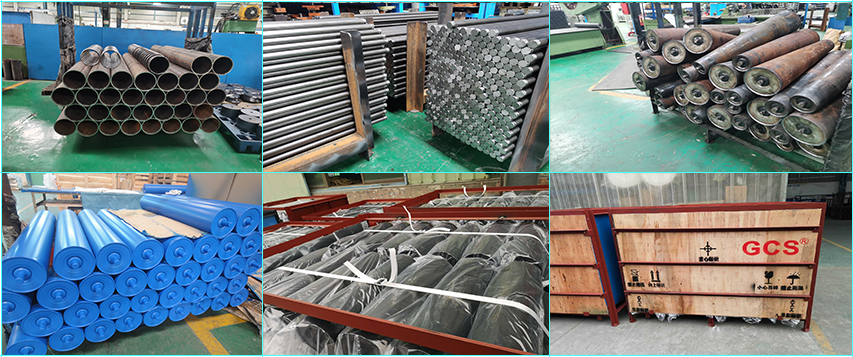
Hata mashine za msingi za kiwanda zinahitaji kutengenezwa mahali fulani.Conveyors hizi za roller zinatengenezwa kwa kutumia lasers na saws za bendi.

Mstari wa usindikaji wa bomba
Mirija iliyokaguliwa huingizwa kwenye mashine ya kusindika mirija ya kiotomatiki.Baada ya bomba kukatwa, sehemu ya kusimamisha pande mbili inakabiliwa na gesi ya shinikizo la juu husafisha vipande vya chuma na uchafu ndani ya bomba.
Kwa ajili ya usindikaji wa ngozi ya roll, uso wa ndani na wa nje wa ngozi ya roll na sehemu ya inlay inayofanana ya mkutano wa kiti cha kuzaa hufanyika chini ya hali ya uhakikisho wa juu wa mchakato wa usahihi, na usindikaji unakamilika kwa wakati mmoja. nafasi ya pointi moja na usindikaji wa pointi nyingi.
Mstari wa ukaguzi wa kulehemu-mkutano kwa rollers
Mstari huu umeunganishwa moja kwa moja na mstari wa usindikaji wa bomba la mto, tunatengeneza vifaa maalum vya zana, kupitisha njia ya mkusanyiko wa moja kwa moja na kumbukumbu ya nafasi, kulisha shimoni, na bonyeza kwenye kuzaa, kwa upande wake, kuchukua kipenyo cha nje cha ncha mbili za shimoni la roll kama rejeleo, na weka moja kwa moja na weld na kipenyo cha nje cha mwili wa bomba, ambayo inahakikisha usahihi wa shimoni na usahihi wa kifaa cha zana, na kutikisa makosa yaliyokusanywa yanayosababishwa na njia ya sehemu nyingi za kukusanyika. katika mlolongo na nafasi ya hatua kwa hatua, ambayo hutumiwa kwa kawaida katika mkusanyiko wa roll.Hii inahakikisha usahihi wa rollers za mwisho.Baada ya kulehemu, mafuta huingizwa, muhuri hupigwa ndani, na pete ya snap imekusanyika.Michakato yote ya mkutano hapo juu imekamilika na mstari wa mkutano, na upimaji wa kukimbia kwa radial na upinzani wa mzunguko wa rollers hukamilishwa na mstari wa kupima.Roller zilizojaribiwa zimewekwa kwa usahihi wa juu, dhiki ya chini ya ndani, upinzani mdogo wa mzunguko wa rollers, na ubora thabiti, kwa ufanisi kuepuka kosa na kutokuwa na utulivu unaotokana na uendeshaji wa mwongozo, na maisha ya huduma ya rollers yanaboreshwa sana.
Kanuni ya kazi
Themtengenezaji wa rollerGCS itazalisha viti viwili vya kuzaa kwenye ncha zote mbili za shimoni la roller kwa machining au kusaga ili kuzalisha kipenyo cha shimoni na uvumilivu wa microns chache, kuandaa mwisho wa shimoni la roller kwa usahihi sana ili kufanana na bore / kipenyo cha ndani cha kuzaa kinachohitajika.
Vile vile, mikono yenye mashimo ndani ya mandreli mbili za katikati zinazopingana za kichwa kipya kilichoundwa cha weld hutengenezwa kwa usahihi ili kutoa kipenyo sahihi sana cha ndani.Kipenyo hiki cha ndani pia kina ustahimilivu wa kipenyo cha nje cha mikroni chache hadi ncha mbili zilizoandaliwa za shimoni la roll.Kwa kuongeza, shoka mbili za katikati za mandrel mbili za kituo zinazopingana zimeunganishwa kwa usahihi sana na kila mmoja karibu na mhimili wa kati wa welder roll wakati welder imewekwa (laser sasa hutumiwa kwa kusudi hili).
Kiti cha kubeba;mstari wa mkutano wa stamping
Ukanda uliovingirishwa baridi hulishwa kwenye mstari na mfumo wa kuhudumia kiotomatiki na unaendelea kushinikizwa na kutengenezwa kwa kutumia mashinikizo 8.Kila moja: vyombo vya habari vimeunganishwa na vidanganyifu vinavyosonga ili kuhakikisha uwezo wa uzalishaji wenye ufanisi na dhabiti.Zote hupitisha upigaji chapa unaoagizwa kutoka nje na kuagizwa kutoka nje kwa chuma kilichoviringishwa baridi ili ustahimilivu wa kipenyo cha ndani cha kiti cha kuzaa uhifadhiwe ndani ya 0.019mm, ambayo ni chini sana ya kiwango cha kitaifa cha O.04mm.
Kwa kupunguza kasi ya kukanyaga, nguvu ya kukanyaga, matumizi ya grisi, na viashiria vingine ili kuongeza udhibiti wa kupunguza unene wa sahani wakati wa mchakato wa kuweka kalenda, mahitaji ya nguvu ya kiti cha kuzaa yanahakikishwa.Kwa hali ya joto na unyevunyevu wa kazi, inatupasa: kugonga muhuri kiti kilichokamilika cha kuzaa lakini pia matibabu ya fosfeti ili kuongeza uwezo wa kuzuia kutu.
Kuzaa mstari wa usindikaji wa kiti
Nyumba ya kuzaa iliyokamilishwa kwa kugonga muhuri inahitaji kusawazishwa vizuri na mashine ya usindikaji ili kuboresha usahihi wa makali yake ya nje na kukidhi mahitaji ya uvumilivu wa kifafa cha ndani cha bomba, ambayo ni kifafa cha kuingiliwa kulingana na mchakato wa kusanyiko na inaweza kuzuia ipasavyo. matatizo ya nafasi isiyo sahihi yanayosababishwa na kibali cha kibali kinachotumiwa na wazalishaji wengine.Baada ya kugeuka kwa usahihi, kiti cha kuzaa kinasisitizwa moja kwa moja kwenye kipande kimoja na kuzaa kulisha kama mkusanyiko na kupitishwa kwenye mstari wa kuunganisha roll.Kupitia nafasi sahihi, na kabla ya mkutano wa kiti cha kuzaa na kuzaa, kulehemu kwa usahihi wa juu kwa ufanisi huhakikisha mahitaji ya coaxiality ya rollers na kwa kiasi kikubwa hupunguza matatizo ya ndani na deformation ya joto ya kulehemu inayozalishwa katika mkusanyiko.
Mstari wa mashine ya shimoni
Chuma cha mviringo kilichochorwa na baridi na usahihi wa juu wa uso hutumiwa kama nyenzo ya shimoni.Nyenzo ya shimoni hukatwa kwa urefu uliowekwa, kulishwa kwa nafasi ya kushinikiza, na kisha shimo la katikati linapigwa, na groove ya pete ya kushinikiza inageuzwa.Mchakato wote unakamilika kiotomatiki kwenye kituo kimoja ili hitilafu iliyokusanywa inayosababishwa na kubana nyingi isiwe kubwa sana.Vifaa huchukua nafasi ya uhakika na njia ya usindikaji wa pointi nyingi kwa ajili ya uzalishaji, ambayo huepuka hitilafu iliyokusanywa inayosababishwa na kuunganisha nyingi na nafasi, na ushirikiano na cylindricity ni bora zaidi kuliko katika viwanda vingine.
Kunyunyizia mstari wa kukausha rangi
Baada ya matibabu ya uso kama vile uondoaji wa majivu na uondoaji wa mafuta, roli zilizotambuliwa huingia kwenye mashine ya kuingiza mnyororo, kifaa cha kuzalisha kielektroniki, na chaneli ya uchoraji ya dawa.Mipako ya uso inakamilishwa na mstari wa kunyunyizia umeme na kukausha unaojumuisha vifaa vya kukausha.Rangi inayotumiwa kwa rollers huongezwa na vipengele vya kupambana na kutu, na filamu ya rangi inayoundwa baada ya kukausha ni ngumu.Ni sugu kwa maji, mafuta na asidi, ina mshikamano mkali, ni nzuri na ya kupendeza, na inafaa kwa hali mbalimbali za kazi.



GCS inahifadhi haki ya kubadilisha vipimo na data muhimu wakati wowote bila taarifa yoyote.Wateja lazima wahakikishe kuwa wanapokea michoro iliyoidhinishwa kutoka kwa GCS kabla ya kukamilisha maelezo ya muundo.
Muda wa kutuma: Apr-21-2022