
The role of the conveyor idler rollers is to support the conveyor belt and the weight of the material. The operation of the rollers must be flexible and reliable. Reducing the friction between the conveyor belt and the rollers plays a key role in the life of the conveyor belt, which accounts for more than 25% of the total cost of the conveyor. Although the rollers are a small part of the belt conveyor and the structure is not complicated, it is not easy to make high-quality rollers.
The following criteria are used to judge the goodness of the rollers: the amount of radial run-out of the rollers; the flexibility of the rollers; and the amount of axial run-out.
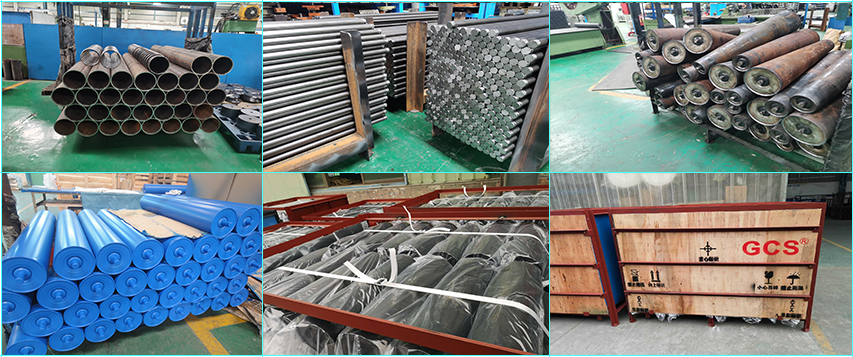
Even the most basic factory machinery needs to be manufactured somewhere. These roller conveyors are manufactured using lasers and band saws.

Pipe processing line
The inspected passed tubes are fed into the automatic tube processing machine. After the tube is cut off, the double side stop is counterbored and the high-pressure gas clears the iron chips and impurities inside the tube.
For the processing of the roll skin, both the inner and outer taking surface of the roll skin and the corresponding inlay part of the bearing seat assembly are carried out under the condition of high precision process assurance, and the processing is completed at one time by one point positioning and multi-point processing.
Welding-assembly-inspection line for rollers
This line is directly connected with the upstream tube processing line, we design special tooling fixtures, adopt the way of direct assembly and positioning reference, feed the shaft, and press in the bearing, in turn, take the outer diameter of the two ends of the roll shaft as the reference, and directly position and weld with the outer diameter of the tube body, which ensures the accuracy of the shaft and the precision of the tooling fixture, and shakes off the accumulated error caused by the way of multiple parts assembling in sequence and positioning step by step, which is usually used in the assembly of the roll. This ensures the accuracy of the final rollers. After welding, grease is injected, the seal is pressed in, and the snap ring is assembled. All the above assembly processes are completed by the assembly line, and the testing of radial runout and rotational resistance of the rollers is completed by the testing line. The tested rollers are installed with high precision, low internal stress, low rotational resistance the rollers, and stable quality, effectively avoiding the error and instability generated by manual operation, and the service life of the rollers is greatly improved.
Working principle
The roller manufacturer GCS will produce two bearing seats at both ends of the roller shaft by machining or grinding to produce shaft diameters with tolerances of a few microns, preparing the ends of the roller shaft very precisely to match the bore/inner diameter of the required bearing.
Similarly, the hollow sleeves inside the two opposing center mandrels of the newly designed weld head die are very precisely machined to produce a very accurate inner diameter. This inside diameter also has an outside diameter fit tolerance of a few microns to the two prepared ends of the roll shaft. In addition, the two center axes of the two opposing center mandrels are aligned very precisely with each other around the center axis of the roll welder when the welder is set up (lasers are now commonly used for this purpose).
Bearing seat; stamping assembly line
The cold-rolled strip is fed into the line by an automatic serving system and is continuously pressed and formed using 8 presses. Each: press is connected by moving manipulators to ensure efficient and stable production capacity. All of them adopt imported stamping dies and imported cold-rolled strip steel so that the tolerance of the inner diameter of the bearing seat is kept within 0.019mm, which is far below the national standard of O.04mm.
By limiting the stamping speed, stamping force, grease usage, and other indicators to maximize the control of the reduction of plate thickness during the calendering process, the strength requirements of the bearing seat are ensured. For the hot and humid working conditions, we have to: stamp the completed bearing seat but also phosphate treatment to enhance the anti-corrosion ability.
Bearing seat processing line
The bearing housing finished by stamping needs to be finely tuned by the processing machine to improve its outer edge accuracy and meet the tolerance requirements of the inner stop fit with the tube, which is an interference fit according to the assembly process and can effectively prevent the inaccurate positioning problems caused by the clearance fit commonly used by other manufacturers. After precision turning, the bearing seat is automatically pressed into one piece with the feeding bearing as an assembly and conveyed to the roll welding assembly line. Through accurate positioning, and pre-assembly of the bearing and bearing seat, high precision welding effectively ensures the coaxiality requirement of the rollers and significantly reduces the internal stress and welding heat deformation generated in the assembly.
Shaft machining line
Cold-drawn round steel with high surface accuracy is used as the shaft material. The shaft material is cut to the set length, fed to the clamping position, and then the center hole is punched, and the groove of the clamping ring is turned. The whole process is completed automatically at the same station so that the accumulated error caused by multiple clamping will not be too large. The equipment adopts a point positioning and multipoint processing method for production, which avoids the accumulated error caused by multiple clamping and positioning, and the coaxiality and cylindricity are better than in other industries.
Spray paint-drying line
After the surface treatment such as ash removal and oil removal, the detected qualified rollers enter into the chain input machine, electrostatic generation device, and spray painting channel. The surface coating is completed by the electrostatic spraying and drying line composed of drying equipment. The paint used for the rollers is added with anti-rust components, and the paint film formed after drying is hard. It is resistant to water, oil, and acid, has strong adhesion, is beautiful and exquisite, and is suitable for various working conditions.



GCS reserves the right to change dimensions and critical data at any time without any notice. Customers must ensure that they receive certified drawings from GCS prior to finalizing design details.
Post time: Apr-21-2022